
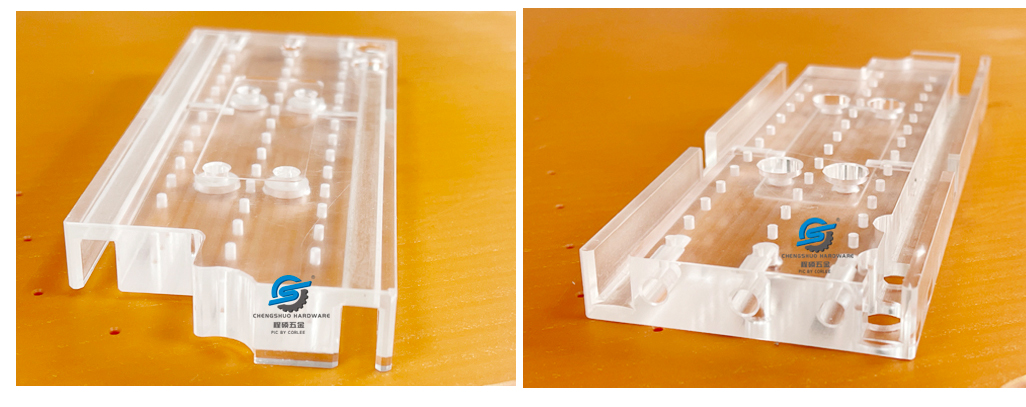
アクリル製品の CNC 加工により、より複雑な構造を実現し、加工中のアクリル素材の亀裂を減らすことができます。機械加工、製品に対する高精度の要求に応えます。
ポリメタクリル酸メチル (CH3│—[—CH2—C——]—│コーチ3)総合的な機械的特性が良好であり、一般プラスチックの中でも最高にランクされます。引張強度、曲げ強度、圧縮強度はポリオレフィンより高く、ポリスチレンやポリ塩化ビニル等よりも高いですが、衝撃靱性が劣ります。ただし、ポリスチレンよりもわずかに優れた物理的特性もあります。
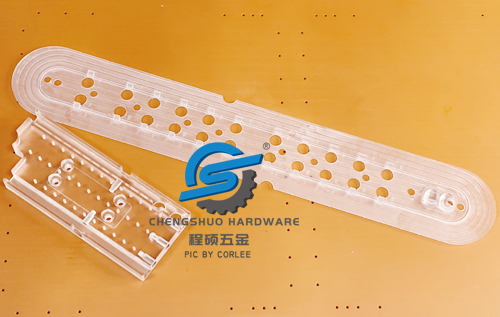
PMMA は機械的強度が高く、PMMA の相対分子量は約 200 万です。長鎖ポリマーであり、分子を構成する鎖は非常に柔らかいです。したがって、PMMAは比較的強度が高く、伸びや衝撃に強いです。通常のガラスの7~18倍。有機ガラスの一種に加熱延伸処理を施したものがあり、分子セグメントが非常に規則正しく配列され、材料の靱性が大幅に向上します。
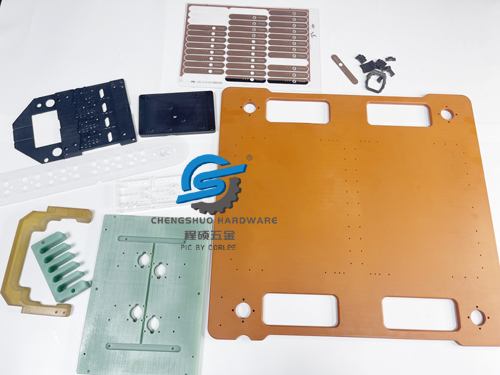
アクリルは、インストルメントパネルのパネルやカバーの製造に業界で一般的に使用されています。、さまざまな外科用および医療用機器、家庭用品: バスルーム設備、手工芸品、化粧品、ブラケット、水槽などにも使用できます。
CNCを使用してアクリル製品を加工する場合は、次の点に注意する必要があります。
1. CNCアクリルのプログラミングデザイン機械加工処理
アクリル用 (ポリメタクリル酸メチル、PMMA)、製品のプログラミング詳細は、製品の形状に応じて、工具の送り速度や加工時の回転速度などを設計する必要があります。機械加工処理。製品の実際の形状に応じて、プログラミングのプロセスとフローを最適化し、加工時の破壊性を低減する必要があります。
CNCを使用する場合機械加工アクリルの場合、正しい送り速度を設定することが非常に重要です。送り速度が速すぎると、極度の切削圧力により PMMA が破損する可能性があります。送り速度が速いと、部品がワーク保持治具から外れたり、部品に欠陥が残ったりする可能性もあります。送り速度が遅いと、表面が粗く仕上げられていない不正確な部品が生成される可能性があります。

2. アクリル加工における工具の選択は適切でなければなりません
アクリル板の加工には適切な工具が必要です。工具の形状に応じて、一般的に使用される工具には、エンドミル、ボールノーズカッター、フラットカッターなどが含まれます。フラットカッターは広い領域の切断や清掃に適しており、エンドミルは直角の形状であり、切断に適しています。ボールノーズカッターは文字やグラフィックのエッジを処理するのに適しており、ボールノーズカッターは円弧の形状をしており、非常に正確なパターンや曲線の処理に適しています。
ナイフの素材も重要です。たとえば、高速度鋼はアクリルを切断しますが、良好な表面仕上げは得られません。ダイヤモンド ツールは表面仕上げを向上させることができますが、非常に高価です。アクリルの CNC 切断には超硬がよく選ばれる材料です。

アクリルの CNC 加工の場合は、刃先すくい角 5 度、補助角 2 度を使用することも推奨されます。
アクリル製品を加工する際は、切削工具に加えて、アクリル原料の構造を損傷しないように、切削深さ、速度などにも注意を払う必要があります。アクリルは一般に比較的壊れやすい素材です。 CNC 切断中に、適切な工具、適切な切断深さと速度を使用することで、材料の亀裂や滑りによる加工スクラップを回避できます。連続切削においては、実際の加工速度や工具の深さを把握し、破片や断線など材料組織にダメージを与えないように努めるとともに、切削加工を最小限に抑えるよう注意する必要があります。加工中に熱や静電気が発生します。
3. 正しいドリルビットとベベルを使用する
確認するのドリルは、適切なドリル材料を選択することで、アクリルに効果的に穴を開けることができます。超硬はアクリルの穴あけに最適であり、多くのメーカーはアクリルの切断と穴あけ用に特別に設計された O 溝エンドミル ドリルビットを使用しています。さらに、ドリルビットは鋭利な状態に保つ必要があります, 鈍いドリルビットを使用すると、エッジがきれいとは言えず、応力亀裂や亀裂が容易に発生する可能性があります。
アクリルを CNC 加工する場合は、ドリルビット付きベベルを使用するのが最善です。ドリルビットがアクリル素材のコンポーネントを損傷しないようにするには、損傷を防ぎ、滑らかな表面を確保するために、滑らかな斜面に沿ってドリルビットを下に傾ける必要があります。
同時に、切削の深さと方向を監視する必要があります。製品の実装と設計機能の精度を確保するには、CNC ツールの回転方向 (左右、または反時計回りと時計回り) を製品に合理的に適合させる必要があります。
投稿日時: 2024 年 1 月 16 日